ブログ
パルプモールドとは?種類・作り方から分かる脱プラ容器の基礎
2020/08/18
- サステナブルパッケージ
- パルプ
- 射出成形
- 梱包/緩衝材
- 熱プレス成形
- 環境対応
- 発泡成形
- 脱プラ
パルプモールドは、環境負荷を低減する脱プラスチック技術として注目されています。しかしパルプモールドの中にもさまざまな特長の製品が有り、デザイン性を重視するのか、強度を求めるのかといった目的に応じて最適な製品を選ぶ必要があります。
この記事では、パルプモールドの加工方法と用途、さらに近年開発されたパルプ成形技術Pulp-Injection(パルプインジェクション)、PaperFoam(ペーパーフォーム)について、それぞれの加工方法の違いや製品の特徴までを整理して紹介します。
パルプモールドとは
パルプモールドとは、紙の原料となる木質繊維(パルプ) を材料とする成形品、またはその成形加工方法を意味する名称です。プラスチックの成形品と比較すると、生分解性、通気・保水性、温かみのある触感を持つことなどの特長が有ります。スピーカーコーンの素材として100年くらい前に登場し、今では食品用トレイや容器、電化製品の梱包材などとして利用されています。
パルプモールドのメリット
パルプモールドには以下のようなメリットがあります。
環境に優しい
パルプモールドの主原料は紙の原料となるパルプであり、環境負荷の少ないサステナブルな素材として注目を集めています。パルプモールドは基本的にプラスチックを使用しないため、生分解性の特長があります。生分解とは、バクテリアや微生物によって炭酸ガス、メタン、水、バイオマスなどの自然界の副産物に分解される性質を指します。*紙としてリサイクルすることも可能です。
*国や地域によって異なります
温かい質感
日本では元来から障子や襖など多くのものに紙が使われています。パルプモールドを用いることで、さまざまな製品に温かみのある質感と触感を与えられます。
パルプモールドのデメリット
紙粉の発生
パルプモールドは紙漉きのように繊維を堆積させて成形します。その特性から、パルプ成形品同士が擦れたり、梱包した製品とパルプモールドが接触することにより繊維が剥離することがあります。こうして剝離した繊維片が紙粉と呼ばれる微細な屑となってしまう点がパルプモールドのデメリットです。
NISSHAでは、このような紙粉の発生を抑えたパルプ成形品 "Pulp series / パルプシリーズ" を提供しています。紙粉対策でお困りの場合はぜひご参考にしてください。
"Pulp series / パルプシリーズ" は、こちらのページで詳しく紹介しています。

パルプモールドの作り方
パルプモールドには大きく分けて、乾式パルプモールドと湿式パルプモールドの2種類の作り方があります。乾式パルプモールドではゴワゴワとした表面に仕上がることが特徴で、製品を保護する強度が必要な緩衝材として使用されます。一方で、湿式パルプモールドは滑らかな表面を成形することができるため、意匠性と高級感のあるトレイや外箱など包装全般に使用されます。作り方によって、表面の粗さ、成形時間、価格が変わるため、用途や物量によって製法を選択します。以下では、パルプモールドの基本的な加工の流れについてご説明します。
原材料の調整
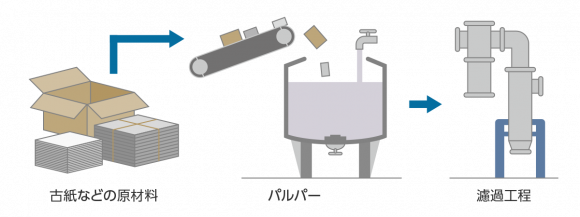
パルプモールドの原材料には新聞紙や段ボールなどの古紙が使われるのが一般的ですが、バージン紙、竹繊維、サトウキビ繊維なども使われる場合があります。
原材料の紙や繊維はパルパーと呼ばれる機械に投入され、水に混ぜられた状態で巨大な刃物によって粉砕されます。粉砕された古紙は水と混濁されてドロドロの液状材料に加工されます。 液状になった材料は遠心分離やスクリーンフィルターでの濾過工程に通され、金属片やゴミなどの異物が取り除かれます。異物が濾過された後の混濁液は水とパルプ繊維だけになり、この混濁液が成形に使用されます。糊や接着剤などの添加物は使用されません。
成形・乾燥
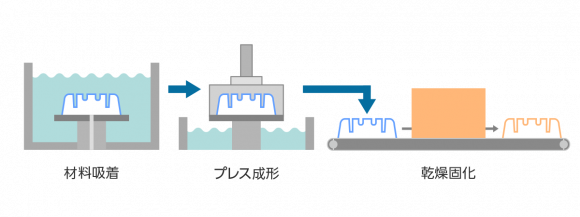
濾過調整後、水とパルプ繊維だけになった混濁液は材料槽に流し込まれます。この混濁液を溜めた材料槽に賦形用の金型を浸漬します。賦形型の表面は金網状になっており、この金網の表面に材料の混濁液を吸引してパルプ繊維を積層します。金網表面に積層したパルプ繊維は賦形型の形状に固定されます。
賦形されたパルプ材の上に今度はプレス型が被せられます。パルプ材は賦形型とプレス型の間で圧縮され、水分が絞り出されます。
圧縮されたパルプ材はプレス型側に転移します。プレス型に転移したパルプ材はコンベアに載せられて乾燥炉に通されます。乾燥して水分を完全に飛ばすことで、パルプモールドが完成します。
以上がパルプモールドの基本的な加工の流れになります。実際の製造工程は成形品の厚み、強度、デザインなどの特長によって少しずつアレンジされます。次の章では、パルプモールドの厚み別に、作り方と主な用途を紹介します。
パルプモールドの種類と用途
ここからは設計や成形方法で使い分けられるパルプモールドの種類と梱包品についてご紹介します。
厚み5~10mm:高耐荷重用パルプモールド

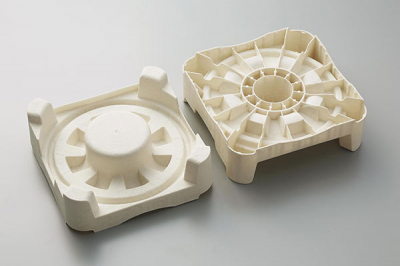
厚み5~10mmのパルプモールドは、耐荷重性の高さが特長です。機械設備や自動車部品など、重量物の緩衝梱包材として使用されています。
この厚みのパルプモールドは賦形型に吸着積層したパルプ材を乾燥固化させて作られますが、その際にプレス成形はされないことが多いです。そのため、賦形型に接している面は平滑ですが、解放された反対面は荒れた状態で完成します。
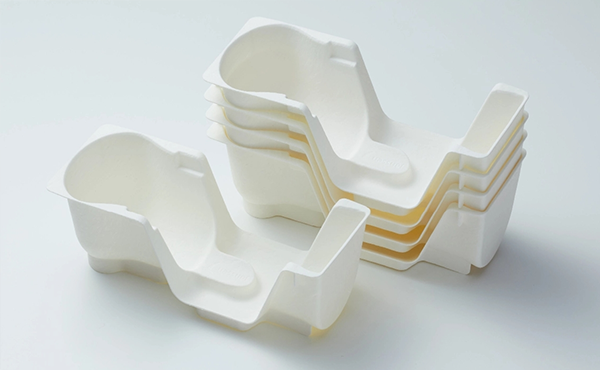
厚み3~5mm:軽量品用パルプモールド

鶏卵用トレイや家電、医療機器などの梱包材には厚みが3~5mm程度のパルプモールドが使用されます。
軽量品用パルプモールドの作り方は、(賦形型での成形)→(プレス型での圧縮脱水)→(乾燥炉での乾燥工程)と順を踏みます。賦形とプレスのふたつの工程で金型に挟み込むので、成形品の両面が比較的スムーズな仕上がりになります。
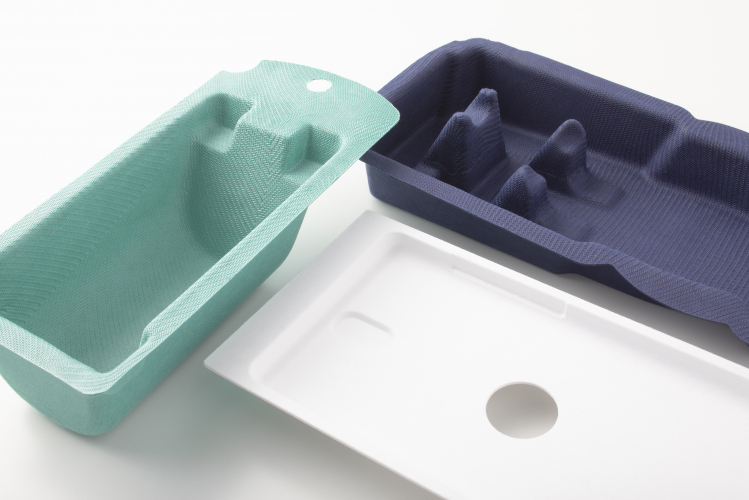
厚み1~3mm:デザイン性の高い薄型パルプモールド

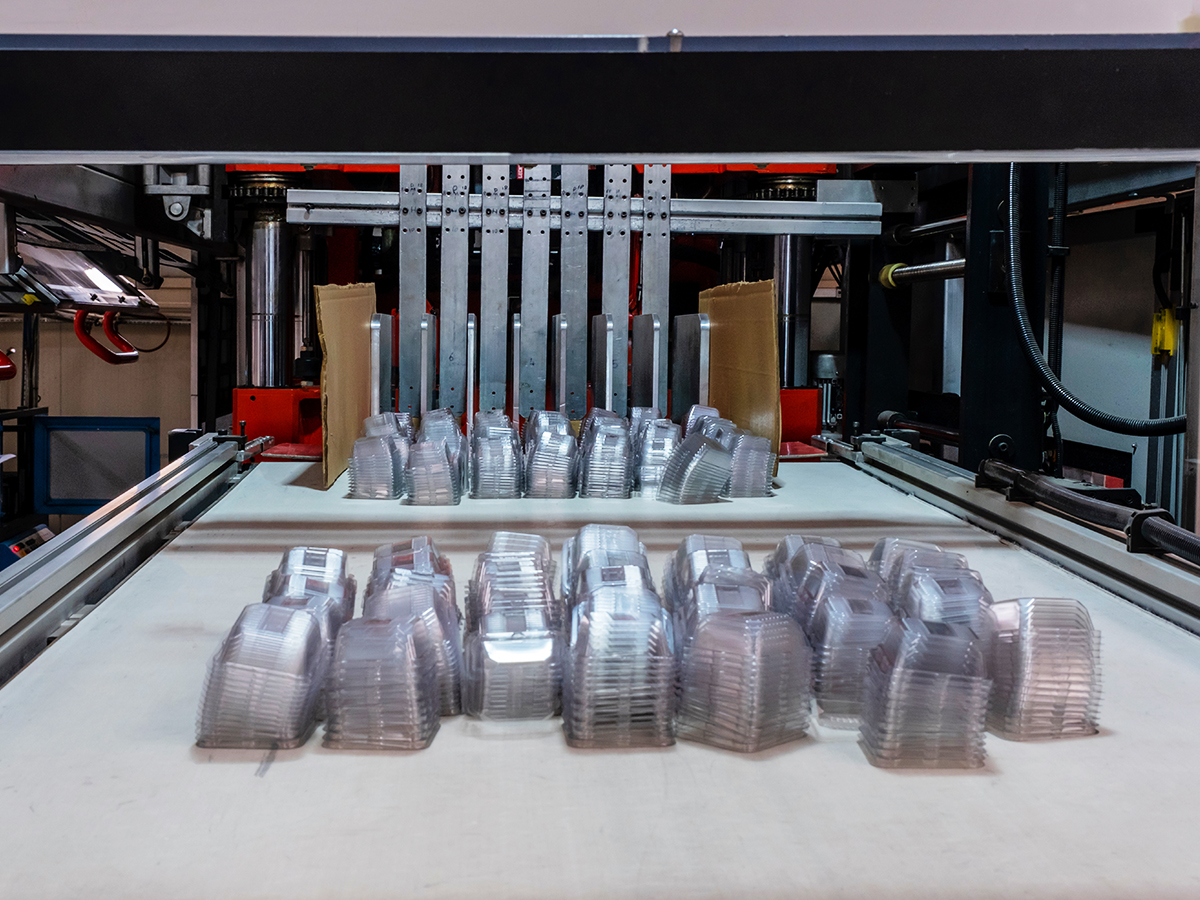
環境汚染の問題が深刻化した近年、パルプモールドは脱プラスチックを実現する材料として注目されるようになりました。パルプモールドをプラスチック代替製品として利用するため、プラスチック製品で実現している外観や形状を大幅に変えることなくパルプを成形する技術の開発が進んでいます。
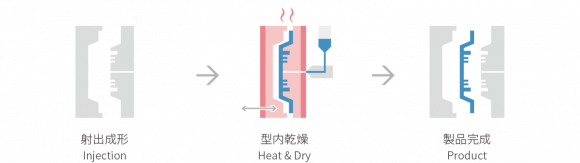
新しく開発されている加工プロセスは、成形から乾燥までがすべて金型の中で完結することが特長です。賦形されたパルプ材は加熱したプレス型の中で圧縮、脱水、さらに乾燥も同時に進められます。加熱されたプレス型で成形することで脱水の効率が高まり、パルプ材を高密度に圧縮することができます。その結果、パルプ材は厚み1~3mmまで薄く成形されます。複雑な形状の成形も可能なので、コンシューマーエレクトロニクス製品、化粧品のパッケージや容器のようにデザイン性を求められる製品として活用されています。
パルプモールドの発展形―Pulp-Injection、PaperFoam
梱包材として使用されることが多かったパルプモールドですが、最近はデザイン性と緩衝機能の両立など、さまざまニーズへの対応が求められています。このようなニーズの多様化に対応するため、新しいパルプ成形技術の開発が進んでいます。この章では、新しいパルプ成形技術を紹介します。
パルプ×射出成形 Pulp-Injection(パルプインジェクション)
Pulp-Injection(パルプインジェクション)は、射出成形によってパルプを成形する技術です。プラスチックの成形品のように、勘合構造やボス・リブなど、複雑な構造を成形できるところが特徴です。
Pulp-Injectionの原材料
パルプモールドが繊維と水だけを混濁した材料を使用するのに対して、Pulp-Injectionでは結合剤としての澱粉も配合します。パルプ繊維と澱粉で調整された材料は、固形のペレットとして成形機に供給されます。
Pulp-Injectionの成形方法
材料のペレットは成形機のノズルに充填されます。ノズル内の材料は加熱保湿され、ドロドロの流動する状態になり、金型の中に射出されます。材料が金型内に充填されると、金型は微妙な開閉を繰り返し、材料に含まれた水分を飛ばして乾燥させます。
乾燥後、金型の温度を下げて成形品を冷却固化して金型を開き、成形品が完成します。
Pulp-Injectionの用途
Pulp-Injectionはプラスチック成形品と同じような複雑な形状の成形ができることが特徴です。化粧品ケースやCDケース、医療機器・医薬品のトレーのようなパッケージとして使われるほか、さまざまな用途で活用されています 。
Pulp-Injectionについての詳しい情報は、Pulp-Injection(パルプインジェクション)の製品ページでご紹介しています。
Pulp-Injection(パルプインジェクション)
薄さと硬さを両立する射出成形品
- プラスチックと同等の形状再現性
- 薄肉かつ高強度
- 寸法と厚みの安定性
パルプ×発泡成形 PaperFoam(ペーパーフォーム)
PaperFoam(ペーパーフォーム)は、パルプ材を使った発泡成形技術です。成形材の中に気泡を発生させることで、軽量で柔らかい成形品が得られます。緩衝性を活かして、ガラスビンの梱包材などに活用できます。
PaperFoamの原材料
Pulp-Injectionと同じくパルプと澱粉、水を配合したものが材料となります。ノズルに供給されます。
成形方法
ノズルの中で加熱された材料を金型に充填します。充填後、金型が加熱されることで材料が発泡し、成形品内部に無数の微細な気泡が形成されます。気泡形成後、高温の金型内で乾燥し、金型を冷却開放して成形品が完成します。

PaperFoamの用途
PaperFoamは化粧品、コンシューマーエレクトロニクス、医療機器、医薬品、食品・飲料などの緩衝機能を必要とするパッケージに使用されます。
PaperFoamについての詳しい情報は、PaperFoam(ペーパーフォーム) の製品ページでご紹介しています。

PaperFoam(ペーパーフォーム)
軽さと柔らかさを兼ね備えたパルプ発泡成形品
- 天然素材を主成分とした発泡成形品
- 衝撃から製品を保護する高いクッション性
- 複雑な形状の製品や複数の部品をしっかり固定
NISSHAはお客さまの目的に応じたパルプ成形品をご提案します
ここまで、パルプモールドに代表されるパルプ成形技術の特長と用途を整理してみました。
NISSHAでは、お客さまのご要望をうかがい、目的に合ったパルプ成形技術を提案しております。
- 紙粉が発生しにくい
- 帯電しにくい
- 薄くてスタッキング性が良い梱包材
- クッション性が高い
- 複雑な形状に成形できる
- デザイン性をもとめる
このようなパルプモールドをお探しの際は、ぜひ 製品紹介の “Pulp series / パルプシリーズ” のページをご覧ください。