医療機器の滅菌包装は、製品の保護に加え、滅菌後の無菌性や使用時点までの品質を維持するための重要な工程です。最終段階で滅菌される医療機器では、包装設計における包装材料やシール条件、保管・輸送環境が品質に大きく関わります。
包装バリデーションに不備があると、規格への不適合や工程変更時の確認不足につながるリスクがあります。ISO 11607シリーズやJIS T 0841シリーズの考え方を踏まえ、計画的に工程の妥当性を確認することが重要です。
この記事では、医療機器の包装バリデーションの目的、IQ/OQ/PQを含む流れ、包装システム性能試験・安定性試験・完全性試験の概要を解説します。
医療機器の包装バリデーションとは
医療機器の包装バリデーションとは、包装工程が、あらかじめ規定した要求事項を再現性と信頼性をもって満たすことを、客観的な証拠によって確認する活動です。
医療機器の包装は、ただ製品を包むだけの工程ではありません。特に最終段階で滅菌される医療機器では、使用時点まで無菌性を維持し、輸送や保管中の損傷を防ぎ、開封時に医療機器を適切に取り出せる状態を保つ必要があります。包装バリデーションは、包装材料、無菌バリアシステム、保護的包装、シールなどが設計どおりに機能するかを確認するために行います。
できあがった製品をただ目視で確認するやり方では、微細なシール不良や経時的な劣化、輸送時の負荷による無菌バリアの損傷を十分に判断できない場合があります。そのため包装バリデーションでは、事前に適切な包装品質が保たれるよう、包装工程の条件を定め、試験結果や記録によって工程の妥当性を示します。
医療機器の包装バリデーションを定義づけるルール
医療機器の包装バリデーションは、ISO 11607シリーズとJIS T 0841シリーズを基準に構成します。
ISO 11607シリーズは、最終段階で滅菌される医療機器の包装に関する国際規格です。ISO 11607-1は、材料、成形前無菌バリアシステム、無菌バリアシステム、包装システムに関する要求事項を扱い、ISO 11607-2は、成形、シール、組立プロセスの開発とバリデーションを扱います。包装材料の選定と包装工程の管理を分けることで、設計面と工程面の両方から包装品質を確認する構成になっています。
JIS T 0841シリーズは、ISO 11607シリーズに対応する日本産業規格です。JIS T 0841-1がISO 11607-1に、JIS T 0841-2がISO 11607-2にそれぞれ対応します。国内で包装バリデーションを文書化する際には、日本語で要求事項を確認しやすいJIS T 0841シリーズが参照されます。一方、海外展開や海外顧客との技術資料のやり取りでは、ISO 11607シリーズへの適合を前提に説明する場面が多くなります。
したがって、医療機器の包装バリデーションでは、国際的な要求事項の確認基準としてISO 11607シリーズ、国内での文書化や確認の基準としてJIS T 0841シリーズを参照する形式を取ることが多いです。ただし、これらの規格は一般的な要求事項を示すものであるため、社内のQMS文書、製品仕様、滅菌条件、委託先の工程能力と整合させることで、監査や変更管理に耐えうる包装バリデーションを構築する必要があります。
医療機器の包装バリデーションを実施する流れ
医療機器の包装バリデーションは、バリデーションチームの編成、プロトコルの開発、IQ(設備据付適格性評価)、OQ(運転時適格性評価)、PQ(性能適格性評価)、バリデートされた状態の保全という順序で進めます。
以下では、それぞれの手順について詳しく解説します。
バリデーションチームの編成
バリデーションチームの編成では、包装工程に関係する部門の知見を集め、計画と判断の責任範囲を明確にします。
医療機器の包装バリデーションでは、包装機の仕様、包装材料の特性、製造現場の作業性、試験方法、規制要求事項、購買先から得る情報などを横断的に扱う必要があります。そのため、品質保証、製造、エンジニアリング、研究開発、試験部門、薬事、購買などの各部門から、必要な専門性を持つ担当者を参加させます。
チームを編成する目的は、バリデーションの抜け漏れを減らすことです。例えば、品質保証部門は合否判定基準や記録の妥当性を確認し、製造部門は日常作業で起こり得る条件変動を洗い出します。エンジニアリング部門は包装機の設定、校正、保全に関する情報を整理し、研究開発部門は製品仕様や包装仕様との整合性を確認します。
チームを組む段階で、バリデートする包装工程の範囲も定めます。新規工程の立ち上げなのか、包装材料の変更なのか、包装機の更新なのかによって検証すべき範囲は変わります。そのため、対象範囲を最初に定義しておくことで、後工程のプロトコル開発やIQ/OQ/PQの設計が進めやすくなります。
プロトコルの開発
プロトコルとは、包装バリデーションの実行計画のことです。プロトコルの開発では、包装バリデーションをどの条件で実施し、どの基準で合否を判断するかを文書化します。
プロトコルでは、対象となる包装工程、対象製品、包装材料、包装機、作業者、実施期間、サンプリング数、試験項目、合否判定基準、逸脱時の処理方法などを定めます。合否判定の基準が不明確なまま試験を始めると、後のバリデーション実務の作業プロセスで結果が得られた後に、評価の一貫性を保ちにくくなります。>
プロトコルには、測定するプロセスパラメータと製品品質特性を区別して記載します。例えばヒートシール工程であれば、温度、圧力、シール時間が代表的なプロセスパラメータです。一方、製品品質特性には、シール強度、シール幅、シールの完全性、破れや剥離の有無、外観不良の有無などがあります。
IQ、OQ、PQの各段階で何を確認するかも、プロトコルに記載します。どのように測定するか、どの数量を評価するか、いつ測定するか、どの記録を残すかを事前に定めることで、バリデーション結果の客観性を確保するのが重要です。
IQ(設備据付適格性評価)
IQ(設備据付適格性評価)では、包装工程に用いる設備や周辺環境が、定めた仕様通りに設置されているかを確認します。
IQの主な確認対象は、包装機の設計仕様、配線、用役、機能、安全性、設置場所の環境条件、操作マニュアル、供給業者の文書、予備品リスト、ソフトウェア文書などです。重要な計器、センサー、表示器、コントローラについては、校正の状態と校正スケジュールも確認します。
IQでは、装置が設置されているかにとどまらず、医療機器の包装工程に使える状態かを確認します。例えば包装設備の1つであるヒートシール機であれば、電源や圧縮空気の供給、作業台との位置関係、清掃のしやすさ、温度制御機能、圧力調整機能、操作手順書の整備状況などが対象です。クリーンルーム内で包装する場合は、清浄度、温度、湿度などの環境条件も含まれます。
装置供給業者が出荷前に試運転や適格性評価を行っている場合でも、医療機器製造業者は自社の製品と工程に適しているかを評価する必要があります。包装バリデーションの最終責任は医療機器製造業者にあるため、結果はチェックリストや試験記録として残し、OQに進められる状態であることを必ず確認します。
OQ(運転時適格性評価)
OQ(運転時適格性評価)では、設定したプロセスパラメータの範囲内で、包装工程が要求事項を満たせるかを確認します。
OQの目的は、性能試験を通じて包装工程の運転条件を明確にすることです。ヒートシール工程であれば、温度、圧力、シール時間などを主要なパラメータとして扱います。成形工程では、予熱温度、成形時間、吸引圧力などが確認対象になります。インパルスシーラの場合は、通電時間、冷却時間、連続運転回数なども影響因子です。
日常運転では、温度の立ち上がり、材料ロット差、設備の微小な変動、作業タイミングの違いが生じます。最適条件でのみ品質基準を満たした製品が得られる状態では、こうした変動に対応しきれません。そのため、OQでは日常運転で使う標準条件に加え、上限条件と下限条件でも品質特性を確認します。
OQでプロセスウィンドウを確認し、製造現場で管理すべき設定値と許容幅を明確にした上で、標準作業手順書や工程管理基準に反映します。
PQ(性能適格性評価)
PQ(性能適格性評価)では、OQで定めた日常運転条件の下で、包装工程が一貫して許容可能な包装品質を生み出せるかを確認します。包装工程で「品質基準を満たした製品を作れる」ことではなく、「継続して品質基準を満たした製品を作れる」ことを確認するのが、PQの目的です。
したがって、PQでは実製品または製品を模擬したサンプルを用い、OQで確定したプロセスパラメータに基づいて包装作業を行います。評価対象には、製品と包装要求事項の検証、プロセス管理、工程能力、繰返し性、再現性が含まれます。
PQでは、日常製造で遭遇する条件をできる限り反映します。運転開始と停止、設定変更、段取り替え、シフトチェンジ、電源変動などが想定される場合は、プロトコルに含めて評価します。安定した製造が可能かどうかを正しく評価するためにも、複数回のラン(一般的には3回程度)を行い、適切なサンプリングを行うのが一般的な考え方です。
PQ期間中は、日常よりもサンプリング頻度を高め、追加的な品質特性を確認するのが大切です。例えば日常管理ではシール強度試験を中心に行う工程でも、PQでは染料浸透試験(ダイペネトレーション試験)や外観確認を組み合わせることがあります。複数回のランで安定した結果が得られれば、包装工程が通常条件の下で管理された状態にあると判断しやすくなります。
バリデートされた状態の保全
包装工程が承認済みの条件から外れないように、日常管理と変更管理を継続することを「バリデートされた状態の保全」と呼びます。
包装バリデーションは、PQを終えた時点で完了する活動ではありません。日常作業中に、包装工程が確立したパラメータの範囲内で運転されていることを確認し続ける必要があります。設定した温度、圧力、時間、設備状態、環境条件、試験結果などを監視・記録し、工程の安定性が管理限界内にあることを確認します。
また、包装工程に何らかの変更が生じた場合、影響範囲を確認した上で、無菌性、安全性、有効性に影響する変更があれば再度バリデーションを行う必要があります。
バリデートされた状態を保全するには、変更管理、逸脱管理、定期レビュー、設備保全、校正、教育訓練を一体で運用することが求められます。定期的に工程データや品質指標を見直し、悪化傾向や管理限界からの逸脱がないかを確認することで、医療機器の包装品質を継続的に維持するのが大切です。
医療機器の包装バリデーションにおける試験内容
医療機器の包装バリデーションでは、OQおよびPQの各段階で、包装システム性能試験、安定性試験、完全性試験を組み合わせて包装性能を確認します。
包装システム性能試験は、輸送や保管中に受ける衝撃、圧縮、振動などに包装が耐えられるかを確認する試験です。落下試験、圧縮試験、振動試験などにより、包装の破損、変形、シール部の剥離、ラベル表示の損傷などを評価します。
安定性試験は、温度、湿度、光などの外部環境によって、包装材料やシール部の性能が変化しないかを確認する試験です。温湿度試験や加速劣化試験を行い、設定した使用期限まで包装性能が維持されるかを評価します。
さらに、包装システム性能試験や安定性試験の実施後に、それぞれについて無菌バリアシステムの完全性を確認する試験(完全性試験)を行うことで実使用環境下での品質維持を総合的に検証します。
完全性試験は、無菌バリアシステムのシール部や包装全体に漏れ、ピンホール、シール不良などがないかを確認する試験です。代表的な方法として、気泡漏れ試験(バブルリーク試験)や染料浸透試験があります。
包装バリデーションでは、包装システム性能、安定性、完全性を試験で総合的に確認し、患者さまに使用するまで医療機器の品質が維持される状態を示す必要があります。
医療機器の製造受託・開発製造受託ならNISSHAにお任せください
医療機器の製造受託・開発製造受託を検討する際は、製造、組立、検査、包装、滅菌対応まで一貫して相談できる委託先を選ぶことが重要です。
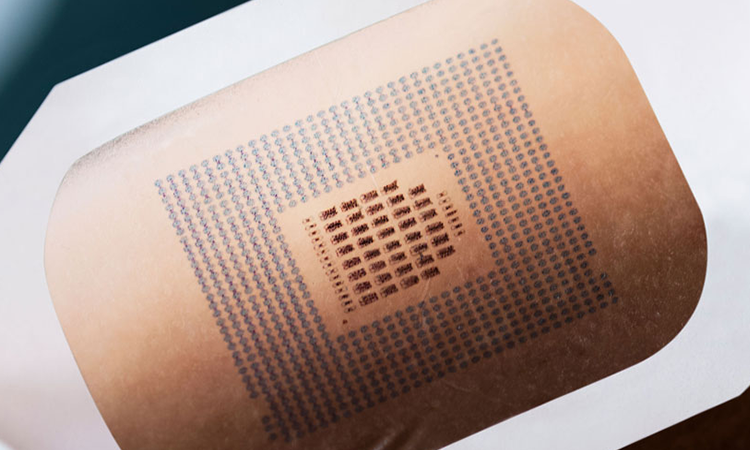
NISSHAでは、シングルユース医療機器を中心に、幅広い医療機器の製造受託に対応しています。京都本社構内にはイノベーションセンターと製造工場があり、エンジニアリングから製造まで一貫したものづくりが可能です。ISO 13485およびQMS省令に基づき、製品特性に応じた製造環境(クリーンルームを含む)の管理体制を構築し、製造を行っています。
包装工程についても、滅菌前の一次包装、包装材や容器・袋の手配、滅菌業者への依頼、配送、保管、最終ユーザーさまへの納品などを含めて相談が可能です。NISSHAは、医療機器の製造受託・開発製造受託を通じて、品質と量産性の両立を支援します。
詳細につきましてはNISSHAの医療機器製造受託ページをご覧ください。